 ENGLISH WEBSITE
ENGLISH WEBSITE 
 Wird geladen …
Wird geladen …
 Das Abnahmeprüfzeugnis 3.1 für Drahtgewebesiebe nach DIN ISO 3310 wird von uns zweiseitig ausgefertigt: auf Seite 1 findet sich das eigentliche Zeugnis mit den laut Norm zu ermittelnden Kenngrößen, Seite 2 beinhaltet das eigentliche Messprotokoll mit allen ermittelten Messwerten um eine vollständige Transparenz der auf Seite 1 ermittelten Werte zu garantieren. Alle Kenngrößen werden nach den Methoden, beschrieben in DIN ISO 3310-1, ermittelt. Weitere Seiten mit Screenshots der optischen Vermessung können dem Zeugnis auf Kundenwunsch angehängt werden.
Das Abnahmeprüfzeugnis 3.1 für Drahtgewebesiebe nach DIN ISO 3310 wird von uns zweiseitig ausgefertigt: auf Seite 1 findet sich das eigentliche Zeugnis mit den laut Norm zu ermittelnden Kenngrößen, Seite 2 beinhaltet das eigentliche Messprotokoll mit allen ermittelten Messwerten um eine vollständige Transparenz der auf Seite 1 ermittelten Werte zu garantieren. Alle Kenngrößen werden nach den Methoden, beschrieben in DIN ISO 3310-1, ermittelt. Weitere Seiten mit Screenshots der optischen Vermessung können dem Zeugnis auf Kundenwunsch angehängt werden.
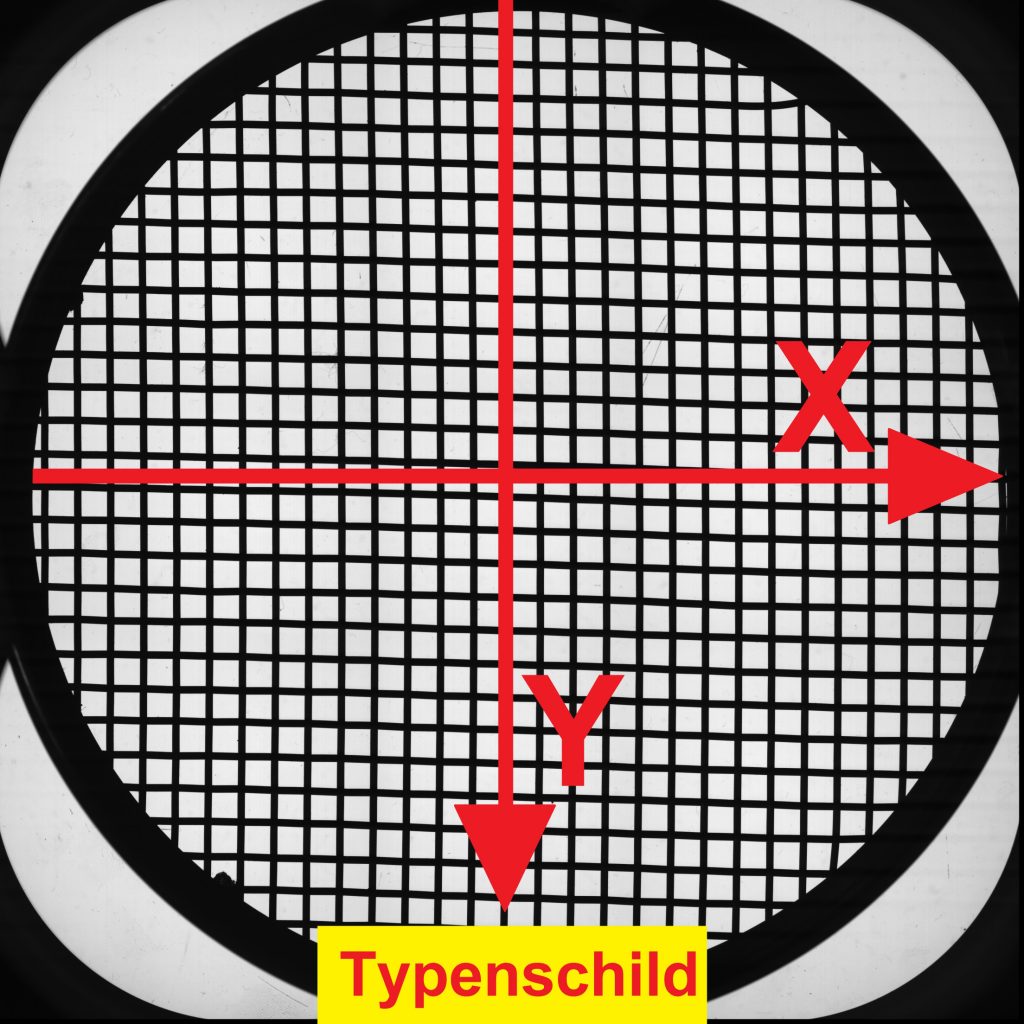
Festlegung Kett- und Schussrichtung: Im fertigen Analysensieb können Kett- und Schussrichtung der ursprünglichen Gewebeherstellung nicht mehr nachvollzogen werden. Als Vereinheitlichung für unsere Messungen von Analysensieben legen wir ausgehend von der Position des am Sieb angebrachten Typenschildes fest, dass Maschen verlaufend in Y-Richtung der Kettrichtung und Maschen entlang der X-Achse (Horizontal) der Schussrichtung entsprechen.
Begriffs- und Abkürzungserklärungen:
±Y: Fehlergrenze für den Mittelwert der Maschenweite(vgl. Tabelle 1, DIN ISO 3310-1)
+X: Maximale Fehlergrenze für den Einzelwert der Maschenweite (vgl. Tabelle 1, DIN ISO 3310-1)
σ0: Maximale Standardabweichung (vgl. Tabelle 1, DIN ISO 3310-1)
Mittelwert w̅: Arithmetisches Mittel der gemessenen Maschenweiten in Kett- und Schussrichtung
Abweichung |±Y|: Abweichung der gemessenen Mittelwerte w̅ von der in der Norm vorgegebenen Nennmaschenweite (dieser Wert muss kleiner/gleich ≤ (±Y) sein um DIN-konform zu sein)
Max w: Die maximale gemessene Maschenweite in Kett- und Schussrichtung (Dieser Wert muss kleiner sein als w+X (Nennmaschenweite + Einzelwert) um DIN-konform zu sein)
Standardabweichung σs: Die aus den Messwerten ermittelte Standardabweichung, gemäß Gleichungen 4 und 5 in DIN ISO 3310-1 (σs muss kleiner/gleich ≤ σ0 sein um DIN-konform zu sein)
K-Faktor: Der K-Faktor für die zugrunde liegende Standardabweichung. Berechnet entsprechend Gleichung 6 DIN ISO 3310-1 für Zertifizierung und Gleichung 7 DIN ISO 3310-1 für Kalibrierung.
Mittelwert d̅: Arithmetisches Mittel aus den gemessenen Drahtdurchmessern in Kett- bzw- Schussrichtung (muss innerhalb des zulässigen Auswahlbereiches für den Drahtdurchmesser liegen um DIN-konform zu sein, vgl. Tabelle 1 DIN ISO 3310)
Abweichung Δd̅: Abweichung des Mittelwertes d̅ vom angegebenen Nenndrahtdurchmesser des Siebes.
ni <(w-Y): Anzahl der Maschen, die kleiner sind als w-Y, tendenziell eher zu eng sind (Nennmaschenweite - Fehlergrenze für den Mittelwert)
(w-Y)
(w+Y)< ni<(w+X): Anzahl der Maschenweiten, die größer als w+Y, aber kleiner als w+X sind, tendenziell eher zu weit liegen
ni>(w+X): Anzahl der Maschenweiten, die den Maximalwert für den Einzelwert überschreiten (ist die Anzahl größer 0, so ist das Sieb zu verwerfen)
Erläuterung zu Abbildung 3:
Balken 1 und 4 geben w-Y und w+Y wider; Balken 2 und 3 enthalten die Messergebnisse für die tatsächlichen mittleren Maschenweiten in Kett- und Schussrichtung, das heißt, Balken 2 und 3 müssen zwischen Balken 1 und 4 liegen.
Balken 7 spiegelt w+X wider; Balken 5 und 6 zeigen die maximal gemessenen Maschenweiten in Kett- und Schussrichtung, das heißt, Balken 5 und 6 dürfen Balken 7 nicht überschreiten.